Mass production of machine tools, such as Hyperturn, requires efficient automated peripherals. Therefore, the designer used a modern gantry loading system.
In this automation system, the Austrian company Emco has implemented the design principle of “standardized parts – tailored productsâ€. Not only that, the company is committed to providing high-performance products that can achieve higher return on investment with lower investment. The new Emco gantry system is primarily a general-purpose loading and unloading system for the HyPerturn range of machine tools. It is independently built by Emco and can be used with a variety of jaw systems.
Flexible loading method reduces cycle time
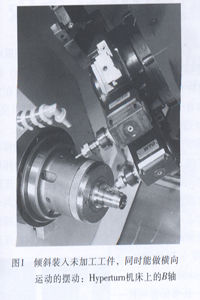
The gantry loading system is programmed by the Sinumerik 840D machine control system, and its layout is not only ergonomic but also economical. Because the purchase of the system usually requires the purchase of a control system at the same time, and the system does not need, thus eliminating the cost of the second control system. The system is a two-axis CNC, one is vertical motion and the other is horizontal motion, which can ensure effective loading and unloading. The Hyperturn machine features a B-axis that is integrated into a swinging device (Figure 1). In this way, the workpiece can be tilted into the fixture while swinging in a lateral motion. This not only has almost unlimited flexibility when loading and unloading, but also reduces cycle time. The motion program of the entire device is stored in a complete data record of different parts and can be called at any time. This shortens the time for re-adjustment. The information provided by the manufacturer indicates that the new system is 50% faster than the older Emco machine. With 20 workpiece pallets, it can be expanded into a workpiece library to improve part transfer capabilities. This is an advantage for mass production operations, which allows production machines to extend unattended run times, making them more economical than previous production. Emco has selected European parts suppliers as the main sales target for Hyperrurn automatic machines. This technical solution not only allows the factory to reduce the high labor costs, but also securely and continuously obtain a return on investment.
Fully automatic production of automotive drive shafts
Emco's gantry system is available as a turnkey project, including machine tools, conveyor systems and know-how. An automatic machine that has just been transported from the Hallein plant at the gate combines all the functions of the conveyor system, gantry and machine. First of all, the aircraft is characterized by speed and reliability. In addition, since the gantry is mostly integrated into the machine, the layout of the system is more compact than previously available. In addition to a small footprint, the system is 40% cheaper than comparable systems offered in the past.
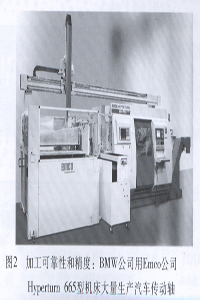
Since November 2004, BMW has used the Hyperturn (Fig. 2) machine to mass produce automotive driveshafts. In addition to its reliability, the machine's accuracy is also commendable. The car powertrain that RMW manufactures at the Munich plant is the best in the market and no waste is allowed. The procedure that BMW uses for the Emco system is that the preformed parts are placed on the loading conveyor and automatically transferred to the pick-up station, which is then mounted to the machine by the pick-up head of the portal system. The spindle and the counterspindle simultaneously machine the workpiece and record it with the Artis monitoring unit. The machine will give an alarm when the tool is worn or damaged. The machined parts are removed from the counterspindle by the portal conveyor and placed on the finished pallet. When one tray is full, it is automatically stacked and the other empty tray automatically enters the working position. When the operator wants to test a finished part, the next finished part can be extracted by one button. The entire processing cycle time is 78 min.
Mass production of articulated forks
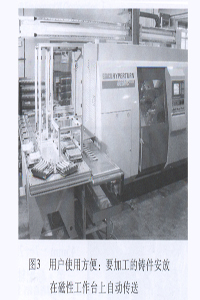
Due to the user-friendliness (from the aspect of re-adjustment work), Germany's Karl Mayer Textile Machinery Company decided to use the Hyperturn 665MC machine with gantry loading and unloading system as a mass production equipment for textile machinery articulated forks. During processing, the castings are placed in a fixture on a magnetic table, automatically loaded into the machine and clamped with a vise (Figure 3). Since the workpiece is held by the two-jaw jig, the positioning of the unmachined workpiece is important. The workpiece plate is specially designed to hold all shapes of the workpiece. In this way, the re-adjustment time can be reduced to an absolutely necessary level. The complex machining of the parts is done by the main and auxiliary spindles of the machine tool. During processing, the parts are supported by a backrest bracket mounted on the lower turret. The machined parts are placed on a large conveyor belt. Because Karl Mayer is going to process many different types of joysticks, flexibility and user convenience are the determining factors in addition to cycle time.
Reliable processing
Hyperturn's machine with door-type loading and unloading system has also successfully served at SND-Norm-und Drehteile in Germany. In the SND, in addition to the loading door frame, a bar feeding device has been added to match the flexibility with the high degree of autonomy. In this way, it is sometimes possible to achieve a large degree of unmanned operation without compromising the reliability of the processing process, and to complete the processing and ordering of the batch of tomb parts in various varieties. The production of the entire plant is particularly economical because of the high cost performance of the products offered.
Pvc Pipeline Uvc Sterilizer,Uvc Sterilizer For Ponds,Pvc Sterilizer For Ponds,Pvc Ultraviolet Sterilizer
Foshan Kingrate Optoelectronic Technology Co., Ltd. , https://www.kingrateuv.com